Materiały do wykonania pieczątki:
- rura profilowa;
- narożnik 30x30x4 mm;
- listwa 10x60 mm lub grubsza.
- rurki;
- 2 sprężyny dociskowe
Wykonanie matrycy do gięcia
Aby wykonać podstawę stempla, należy zespawać 2 rury profilowe. Są umieszczone w jednej płaszczyźnie i dobrze ugotowane. Uformowane szwy są szlifowane.



Aby uzyskać matrycę do gięcia pod kątem 90 stopni, należy zespawać 2 narożniki wzdłuż. Szew należy wykonać na końcach i uformowanym narożniku zewnętrznym tak, aby nie zakłócał prawidłowego wygięcia detali. Następnie matryce są przyspawane do platformy nośnej profili. Ważne jest, aby długość naroży była o kilka centymetrów krótsza z każdej strony krawędzi podestu wykonanego z rury profilowej.



Za pomocą mocnej listwy wykonuje się stempel, który wciska obrabiany przedmiot w matrycę.Jego krawędź robocza wymaga naostrzenia. Ostrzenie nie powinno mieć ostrej krawędzi tnącej, która mogłaby wciąć się w metal.


Rury są przyspawane do końców stempla. Następnie wkładane są do nich rurki prowadzące o mniejszej średnicy, które przyspawane są do dolnej platformy nośnej prasy.

Po spawaniu stempel jest usuwany, a na rurkach prowadzących umieszczane są sprężyny. Dzięki nim nie będziesz każdorazowo oddzielać części stempla, aby wstawić pomiędzy nie spacje.

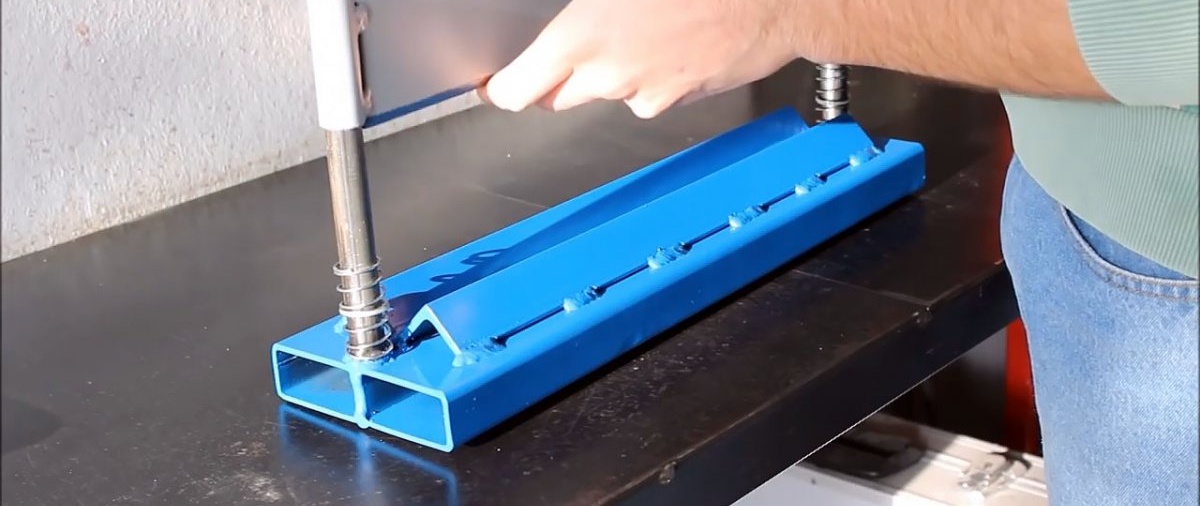
Malujemy farbą w sprayu.

Aby załadować matrycę, należy zespawać ramę prasy z mocnej rury profilowej. Rama posiada przesuwną poprzeczkę z bocznymi wąsami, które zapobiegają przesuwaniu się ramy. Do jego wyciskania służy podnośnik samochodowy. Na dole jest do niego przymocowany
poprzeczkę, a blat opiera się o ramę wzmocnioną kawałkiem płyty. Pręt wystaje w dół z ruchomej poprzeczki. Aby poprzeczka podniosła się po zwolnieniu nacisku w podnośniku, należy ją zawiesić na 2 sprężynach.
Po umieszczeniu stempla na prasie i przytrzymaniu przedmiotu pomiędzy matrycą a stemplem należy wypchnąć podnośnik. Naciśnie stempel i zgnie obrabiany przedmiot. Taki stempel, jeśli jest wyposażony w mocną ramę z dobrym podnośnikiem, jest w stanie zgiąć blachy stalowe o grubości 6 mm bez ich wstępnego podgrzewania.