
Materiały:
- blacha stalowa 15-20 mm lub grubsza;
- śruby M14-M20 – 2 szt.;
- niepotrzebne lub zepsute wiertło do metalu.
Proces produkcji maszyn
Z dostępnej blachy stalowej musisz wyciąć 2 identyczne półfabrykaty. Ich parametry dobierane są w zależności od szerokości elementów z blachy stalowej, które będą wykrawane. Jeśli to tylko paski, wystarczy pusty rozmiar 10 x 20 cm.

Narożniki płyt są wiercone z zachowaniem dokładnej symetrii, ważne jest, aby otwory w obu przedmiotach pokrywały się.

Najpierw stosuje się cienkie wiertło, potem większe, gdyż wiercenie tak grubej stali w jednym przejściu jest trudne i czasochłonne.


W jednej z płytek wycina się gwint pod przygotowane śruby.

Gwintowany przedmiot wierci się w środku tym samym wiertłem, które było używane wcześniej. Przeciwnie, w drugiej płycie wykonany jest ślepy otwór. Powinien mieć nieco większą średnicę niż przekrój matrycy, która będzie zastosowana.


Następnie weź wiertło, którym wywiercono ślepy otwór, a na jego trzonku wykonuje się rowek o długości 10-15 mm w kształcie wymaganego stempla.


Będzie to narzędzie robocze, które bezpośrednio przebija metal. Następnie wiertło jest wycinane nieco poniżej rowka.



Znaczek wkłada się w ślepy otwór. Następnie płyty są łączone ze sobą i mocowane za pomocą pary śrub. Teraz, umieszczając między nimi wykroje pod stemplem i dokręcając śruby, maszyna będzie mogła je przebić.
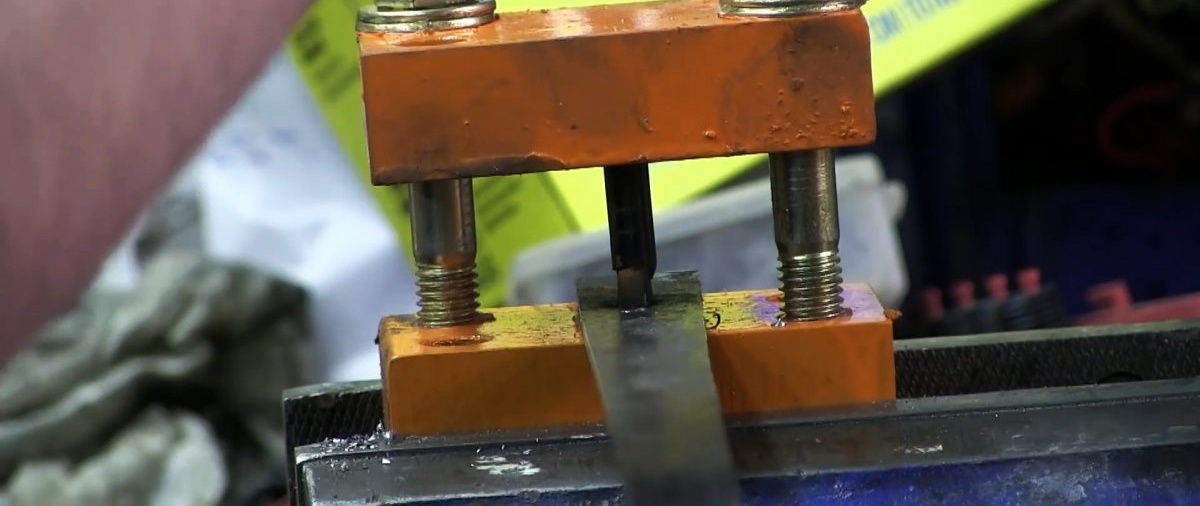
Jeśli musisz przebić grubą stal, wówczas do prasy wkręca się 2 dodatkowe śruby, aby rozłożyć obciążenie i nie złamać gwintów w płycie dolnej. Razem stworzą wielotonowy ładunek i przepchną prawie wszystko, zwłaszcza jeśli na kluczu założysz długą dźwignię. W przyszłości prasa z usuniętym stemplem będzie mogła służyć również do dociskania części podczas klejenia, przy naprawie pękniętych komór i rozwiązywaniu innych problemów, gdzie konieczne jest zapewnienie silnego docisku.













