
Będzie potrzebował
Jego produkcja wymaga czasu, znacznego wysiłku, szczególnej staranności i następujących materiałów:

- śruba ze stali nierdzewnej M20×70;
- radełkowanie koła;
- środki do nanoszenia numerów na koła;
- stalowe kule;
- drut ze stali sprężynowej (0,3 i 0,8 mm).
Sprzęt bez którego nie możemy się obejść:
- tokarka, wiertarka i frezarka;
- imadło stołowe;
- szczypce;
- piły do metalu;
- szlifierka;
- nożyczki do cięcia metalu i papieru;
- trzpienie do sprężyn naciągowych i pierścieni ustalających.
Technologia produkcji
Praca składa się z trzech etapów: produkcji części i zespołów, montażu i instalacji kodowej kombinacji liczb.
Produkcja części i zespołów
Boczne podkładki blokujące
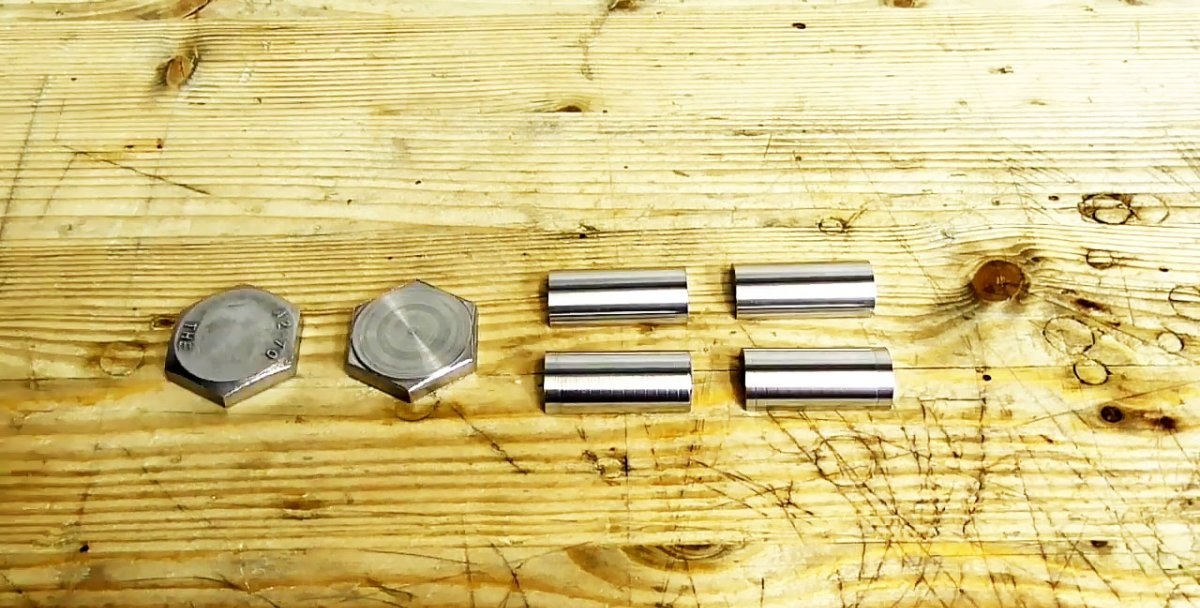
Na tokarce dzielimy łeb śruby na dwie połowy i szlifujemy pręt na głębokość profilu gwintu.
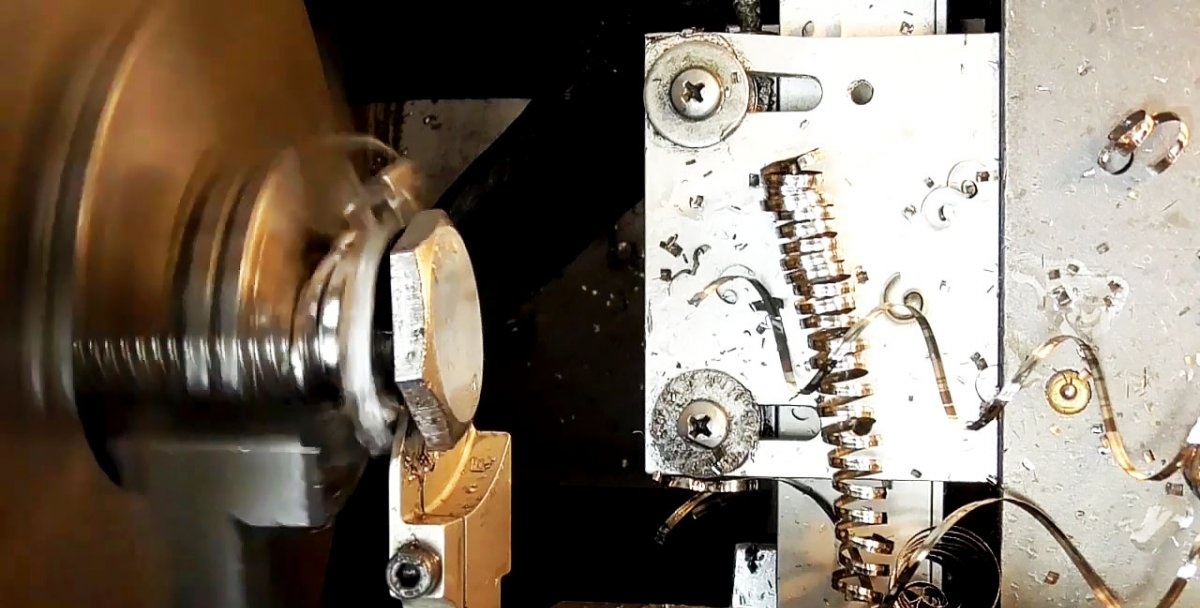
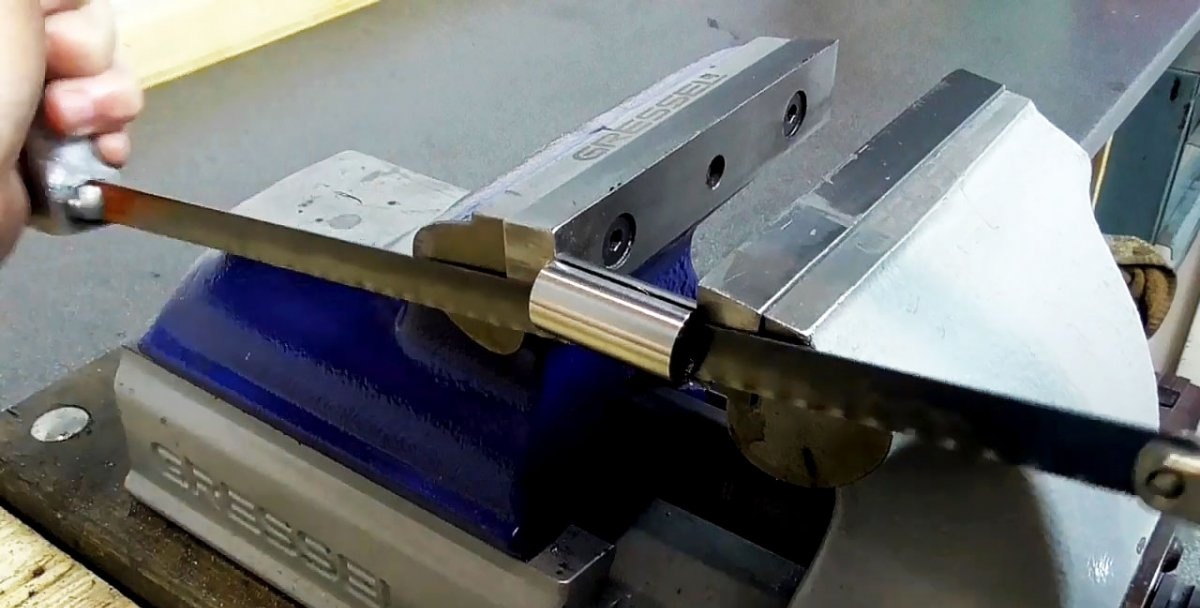
Zaciskamy jedną część pręta w imadle i przecinamy ją metalową piłą na dwie podłużne połówki.
Na jednej z sześciokątnych płytek za pomocą szablonu i markera narysuj kontur bocznej okładziny zamka.

Sklejone sześciokąty szlifujemy na szlifierce wzdłuż zaznaczonego konturu bocznej okładziny zamka i wiercimy otwory na końcach.


W otwory wkładamy „nogi” okrągłych szablonów, które służą jedynie do narysowania obrysu bocznych podkładek zamka na szlifierce.

Na wiertarce za pomocą wiertarki i frezu walcowo-czołowego formujemy profil wykończeniowy otworów w płytach bocznych. Wokół dużego otworu wykonujemy równomiernie 9 wgłębień po okręgu za pomocą frezu walcowo-czołowego.
Za pomocą miękkiej tarczy wypoleruj wszystkie powierzchnie okładzin bocznych zamka.


Kołki
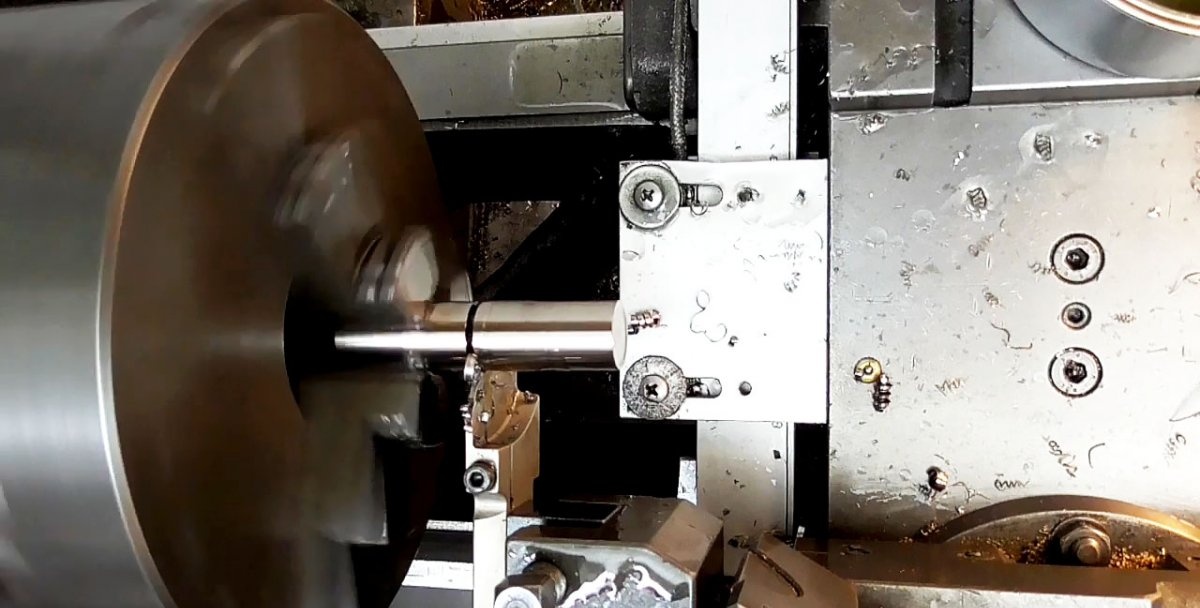
Z 4 półcylindrów za pomocą specjalnego zacisku ostrzymy okrągły pręt na tokarce do środka obrabianego przedmiotu.



Pierwszy sworzeń przeznaczony jest do kół od strony montażowej. Posiada z jednej strony gniazdo na otwór, a z drugiej pierścieniowy rowek na pierścień ustalający i ślepy otwór.

Za pomocą frezu wykonujemy w nim rowek podłużny na całej długości otworu nieprzelotowego.




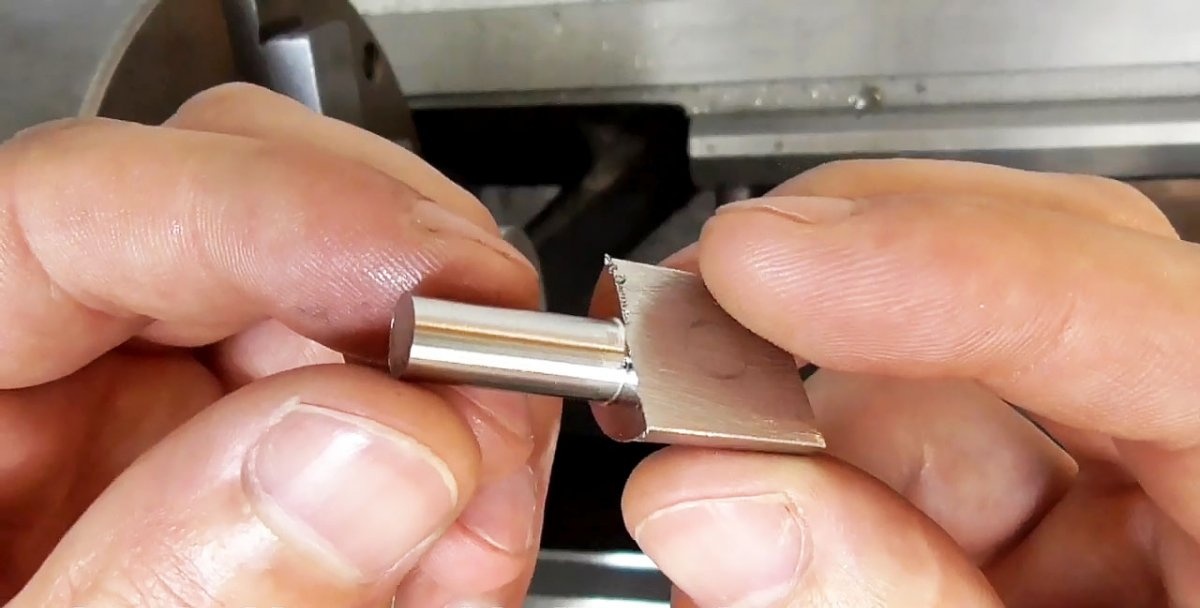
Drugi trzpień od strony mocowania wygląda jak solidny okrągły pręt z gniazdem na otwór w bocznej płytce zamka i ślepym nawierceniem wzdłużnym.



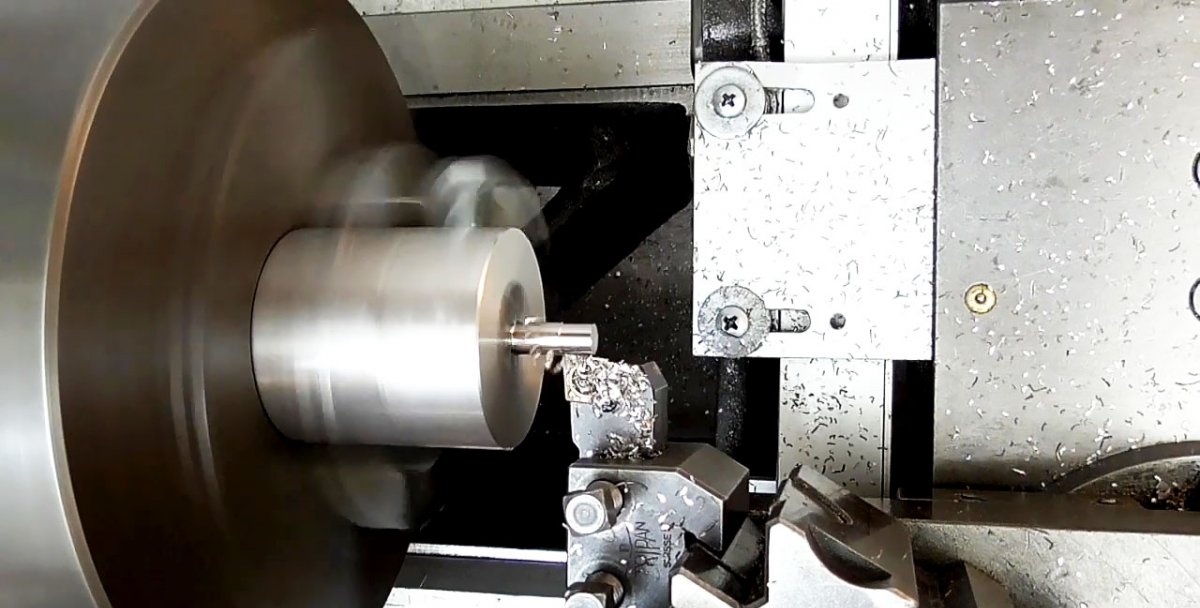
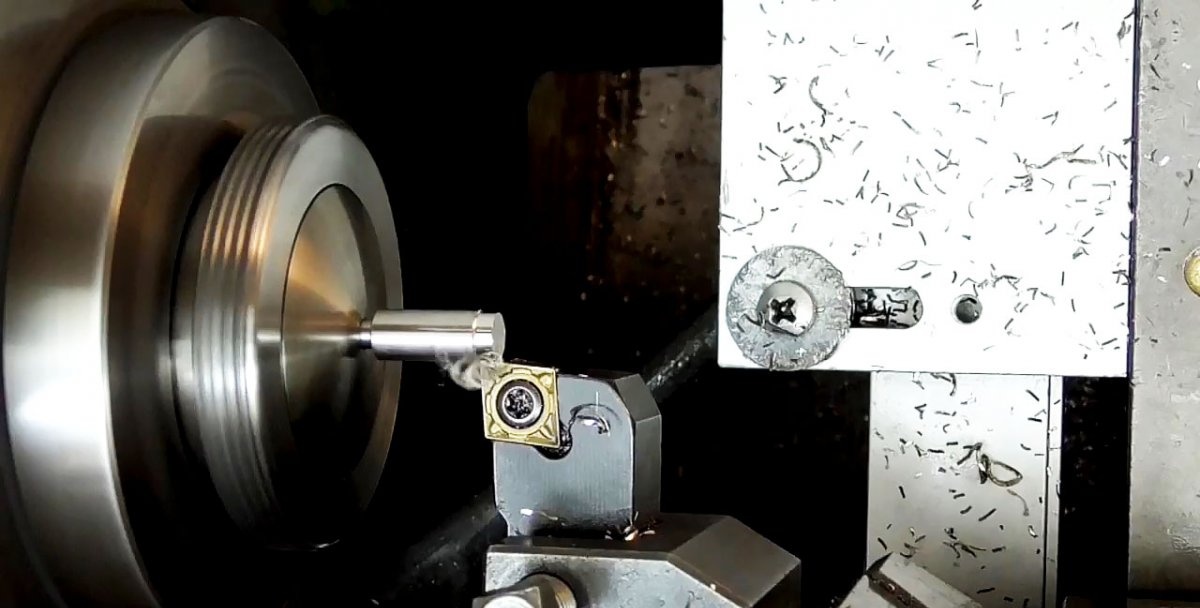
Trzeci trzpień klucza po stronie ruchomej jest również wykonany pod pełnym cylindrem. Następnie jedna strona jest zaciskana we wkładzie z uszczelką w celu odsunięcia osi rolki od osi obrotu wkładu. W rezultacie po obróbce nożem powstaje okrągły czop o mniejszej średnicy, którego środek nie pokrywa się ze środkiem sworznia.


Następnie poprzez frezowanie formujemy dwie półki po obu stronach odsuniętego czopu. Rezultatem jest pręt o dwóch ścianach połączonych okrągłymi łukami.

Za pomocą tego samego frezu zmniejszamy przekrój pręta po większej stronie stosując obróbkę symetryczną.

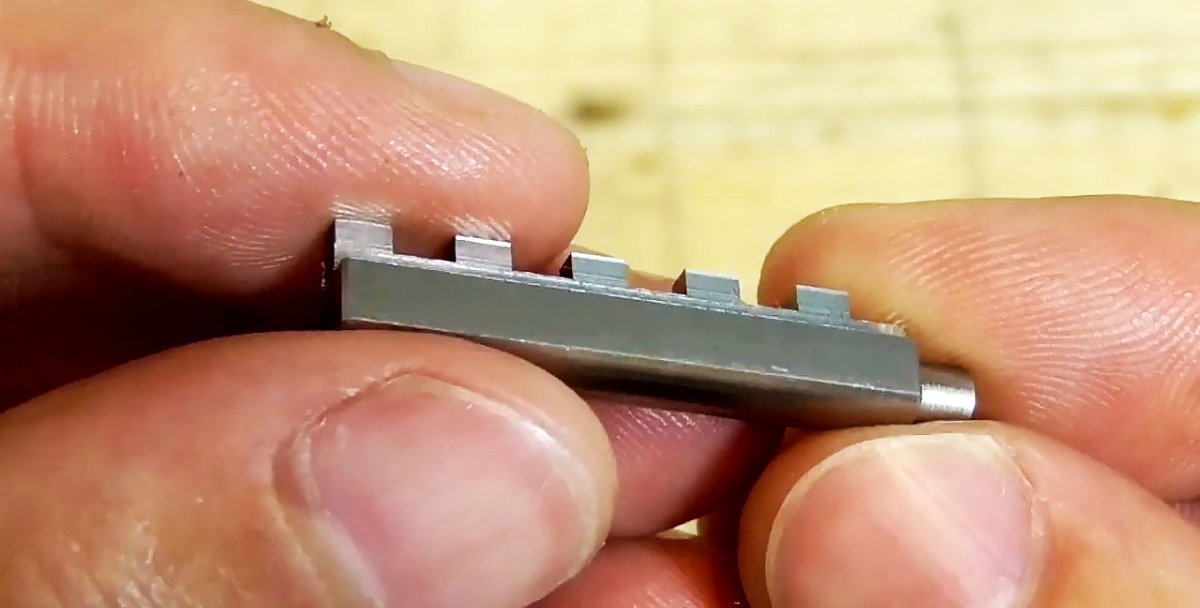
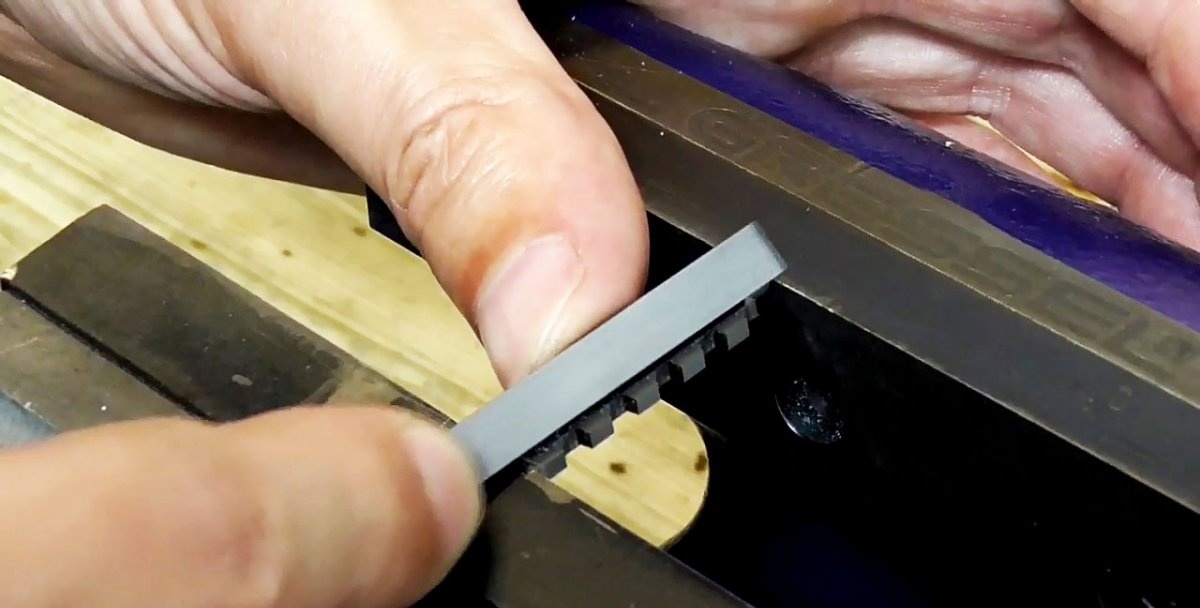
Za pomocą frezu trzpieniowego wykonujemy 5 prostokątnych i równych rowków. W rezultacie powstaje również 5 równych występów.
Za pomocą pilników, pilników igłowych i papieru ściernego prętowi ze wszystkimi występami nadajemy pożądany kształt, a krawędzie i żebra są zaokrąglone. Na koniec wypoleruj ten i wszystkie inne pręty miękką tarczą.


Wkładamy pręt na swoje miejsce w płycie bocznej zamka.
Czwarty trzpień, pełniący od strony ruchomej funkcję wałka górnego, jest obrobiony na wymiar otworu w blaszce bocznej zamka i z jednej strony uformowany w półkulę za pomocą pilnika i miękkiego kółka . Wkładamy go również na miejsce.


Spawanie, szlifowanie, polerowanie
Przyspawamy wszystkie kołki z tyłu do bocznych płytek zamka.

Szlifujemy i polerujemy spoiny na szlifierce, zaokrąglamy krawędzie pilnikiem, wykańczamy papierem ściernym i polerujemy miękką tarczą.

Za pomocą zestawu pilników tworzymy na końcu trzpienia rowek z podłużną szczeliną. Próbujemy włożyć ruchome kołki w otwory stałych.


Mosiężne koła z numerami
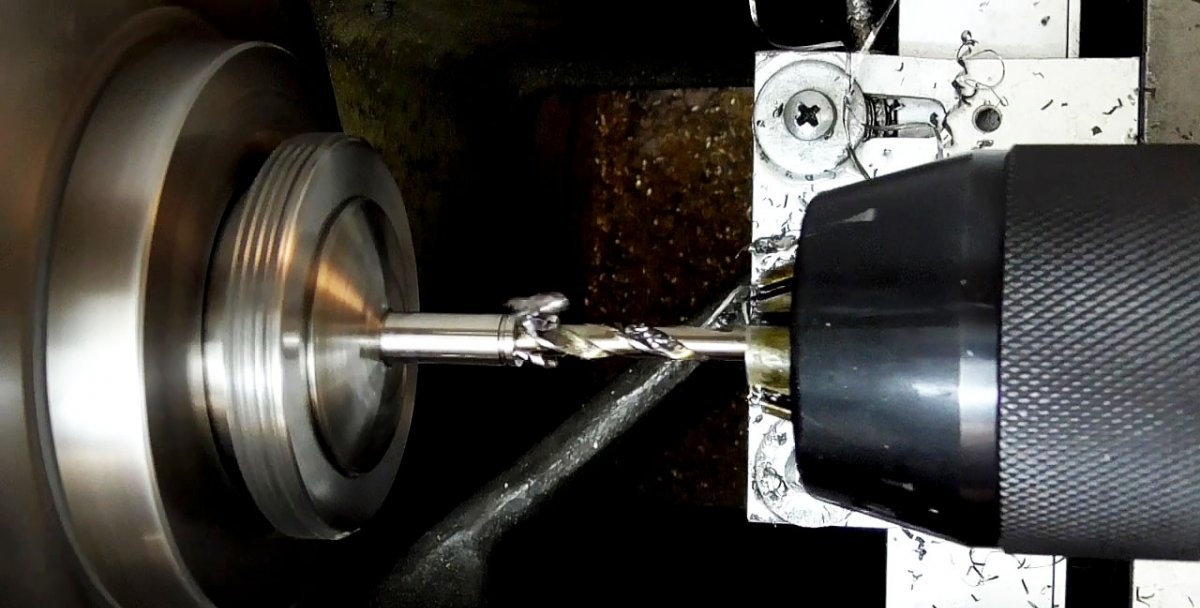
Wykonujemy 4 mosiężne koła z numerami. Po przycięciu ich na wymiar wycinamy ich półfabrykaty na tokarce, najpierw wiercąc w środku otwór przelotowy i rozszerzając go z jednej strony na określoną głębokość.




Siodło różni się od innych obecnością centralnego rowka po obu stronach, z których jeden jest głębszy od drugiego.
Kolumny liczb do naniesienia na koła formujące są drukowane na papierze pokrytym silikonem w odbiciu lustrzanym.
Wycinamy nożyczkami pionowe paski liczb i przyklejamy je na koła formujące.

Przenosimy liczby na powierzchnię kół formujących, tocząc je po podeszwie gorącego żelazka. W rezultacie papier oddziela się, a do pierścienia przykleja się warstwa silikonu z cyframi.

Aby zabezpieczyć wszystkie powierzchnie felg, z wyjątkiem tych z numerami, pokrywamy je lakierem do paznokci.

Nawlekamy koła na drut, umieszczamy je na dnie pochyłego rowu i wypełniamy roztworem chlorku żelaza do trawienia przez 45 minut, co sprawia, że koła są atrakcyjne, a liczby kontrastują.

Następnie naciągamy koła na specjalny trzpień, dokręcamy je nakrętką i zaciskamy w uchwycie tokarskim. Następnie obrabiamy blok koła papierem ściernym i polerujemy szmatką.
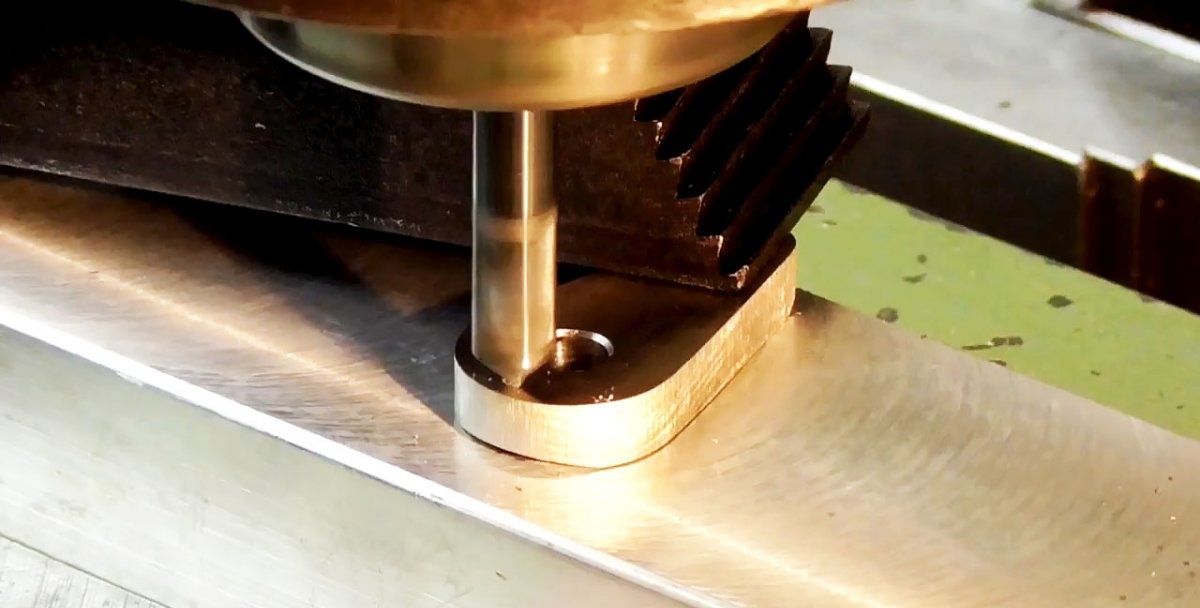
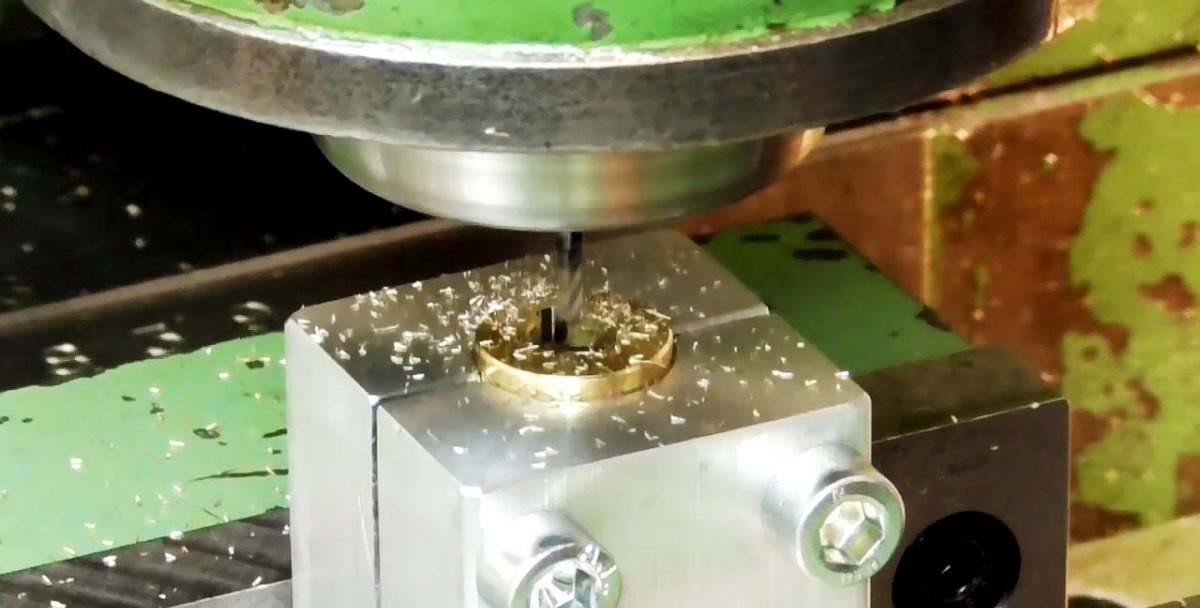
Zaciskamy koła w specjalnym uchwycie i za pomocą frezarki wykonujemy półokrągły rowek za pomocą frezu, aż wyjdzie on w duży otwór.
Na końcach kółek wykonujemy równomiernie 9 wgłębień w okręgu.

Koła mocujemy jedno po drugim na trzpieniu i zaciskamy je w uchwycie tokarki. Przykładamy wyregulowane radełkowanie do koła, smarujemy je olejem i włączamy maszynę. Okrągłe wycięcie jest nawinięte na koło na końcu wąskim paskiem.


Za pomocą noża usuń zadziory z końca nacięcia.
Wiercimy ślepe otwory o średnicy 0,8 mm wiertłem na końcach kół z wycięciem naprzeciwko półkolistego rowka.

Ponownie nakładamy kółka jedno po drugim na trzpień i nakładamy czarną farbę na wgłębienia cyfrowe, usuwając nadmiar płaską powierzchnią, dociskając do obracającego się koła, a następnie miękką szmatką.



Dodatkowe części, montaż i kodowanie
Za pomocą specjalnego trzpienia do nawijania sprężyn, montowanego na tokarce, wykonujemy 5 podobnych sprężyn z drutu ze stali sprężynowej o średnicy 0,3 mm.

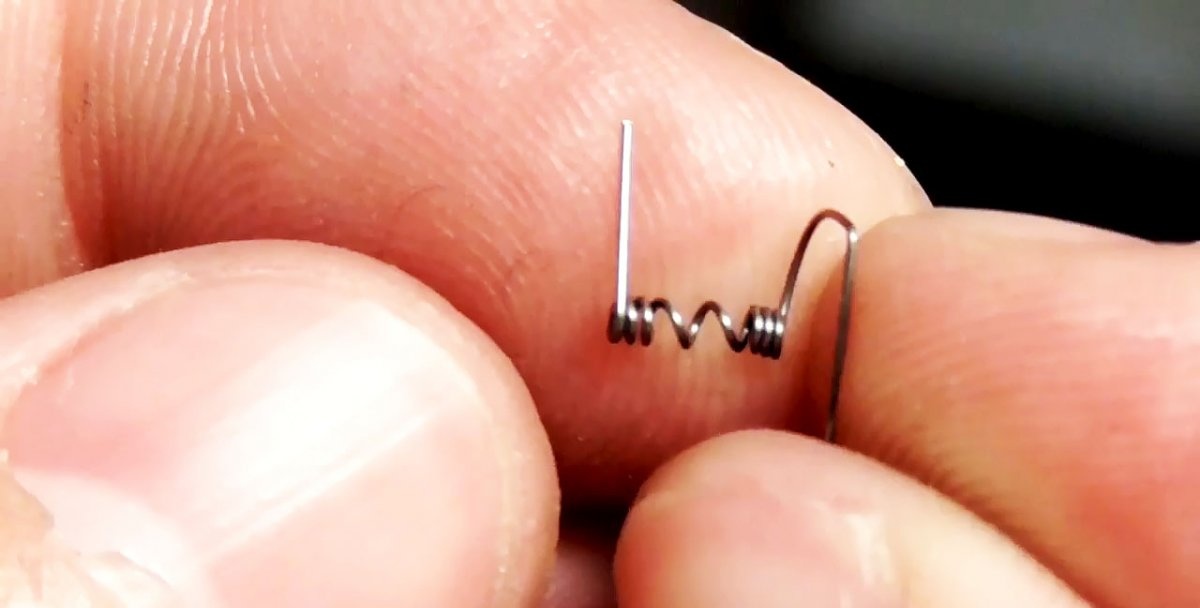
Aby przytrzymać drut na trzpieniu podczas nawijania sprężyn, używamy szczypiec, a do odcięcia końcówek używamy metalowych nożyczek.
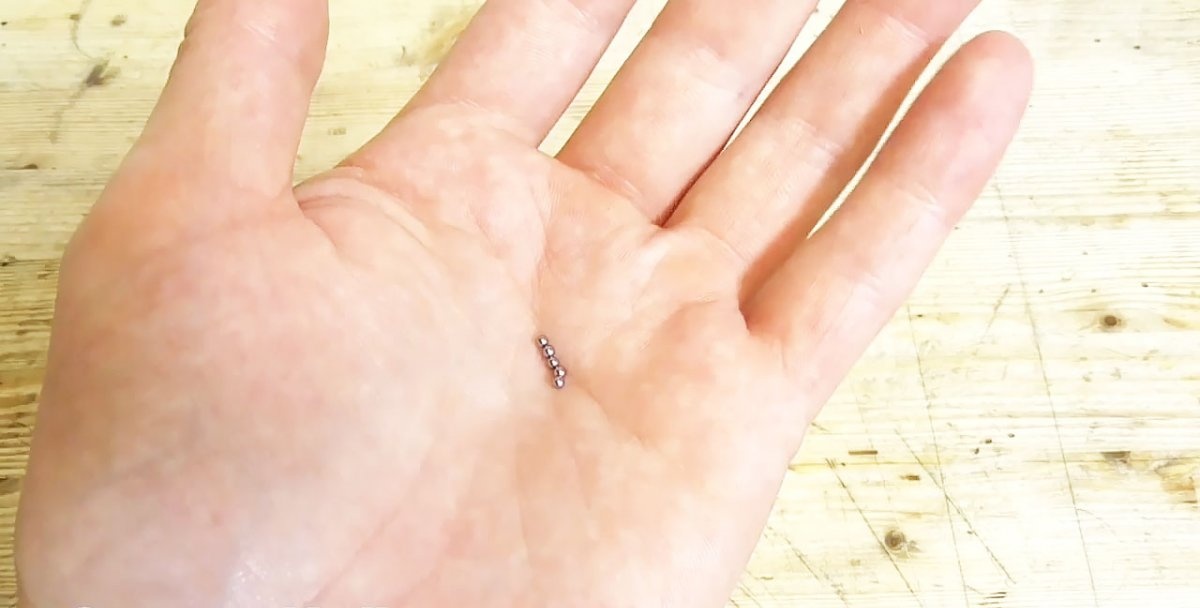
Do montażu kół z numerami oprócz sprężyn będziemy potrzebować 5 stalowych kulek o średnicy 2 mm.
Wkładamy sprężynę w ślepe otwory w kołach i przykrywamy ją kulką na górze.
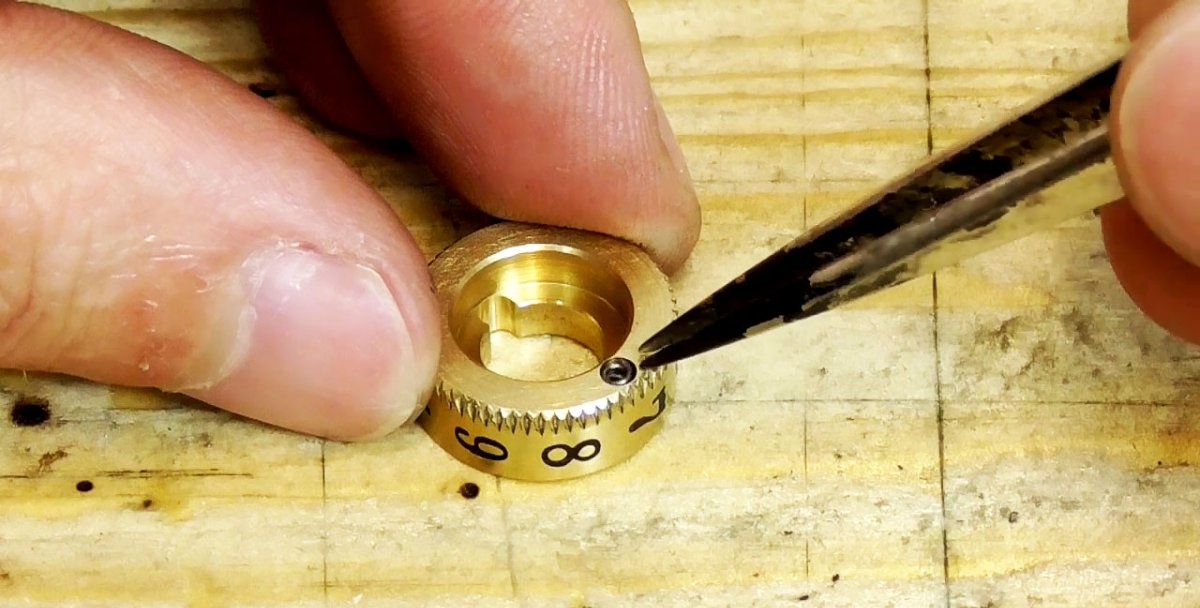

Następnie naciągamy wszystkie 5 kół ze sprężynami i kulkami na górny wał.
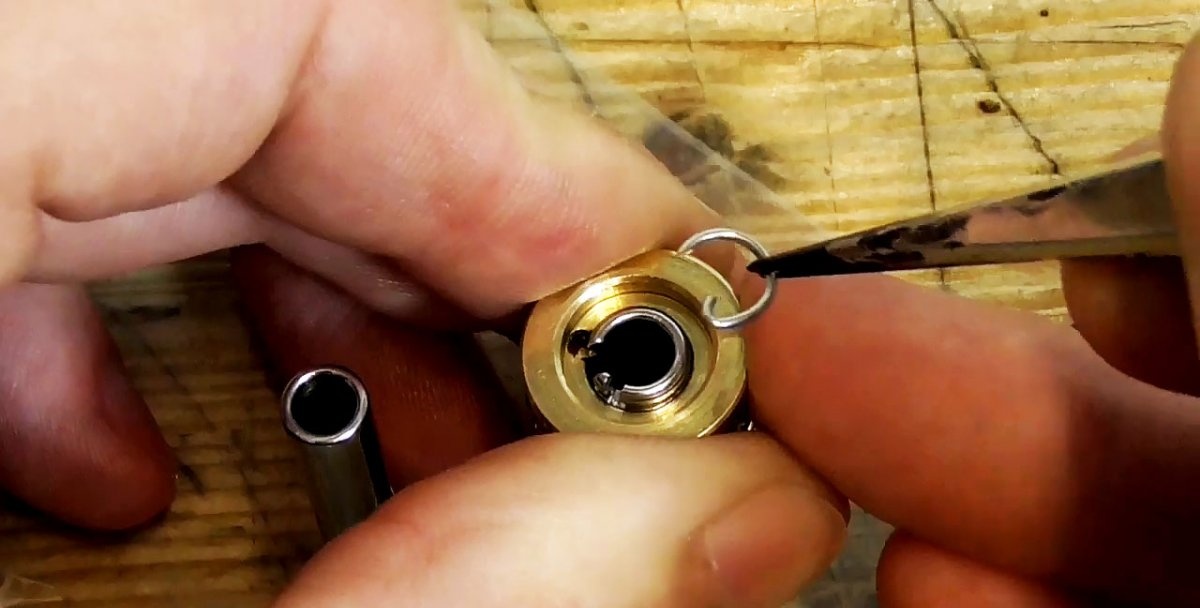
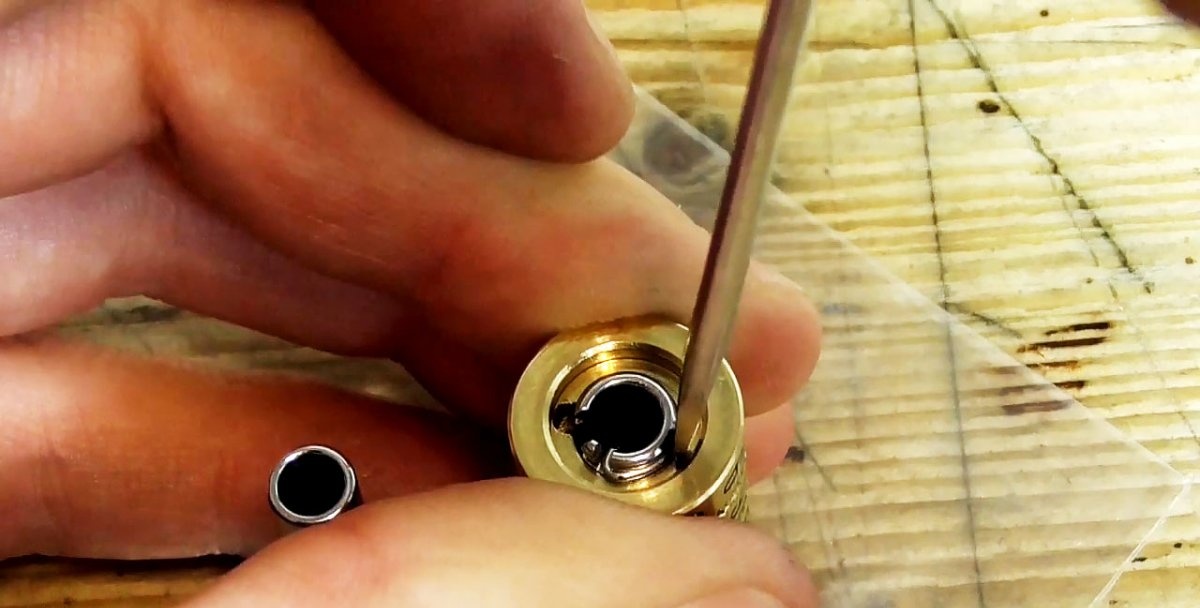
Z drutu ze stali sprężynowej o średnicy 0,8 mm na prostym trzpieniu, zaciśniętego w imadle, za pomocą szczypiec i przecinaków do drutu wykonujemy blokadę do ściskania i przytrzymywania kół z numerami na pręcie.
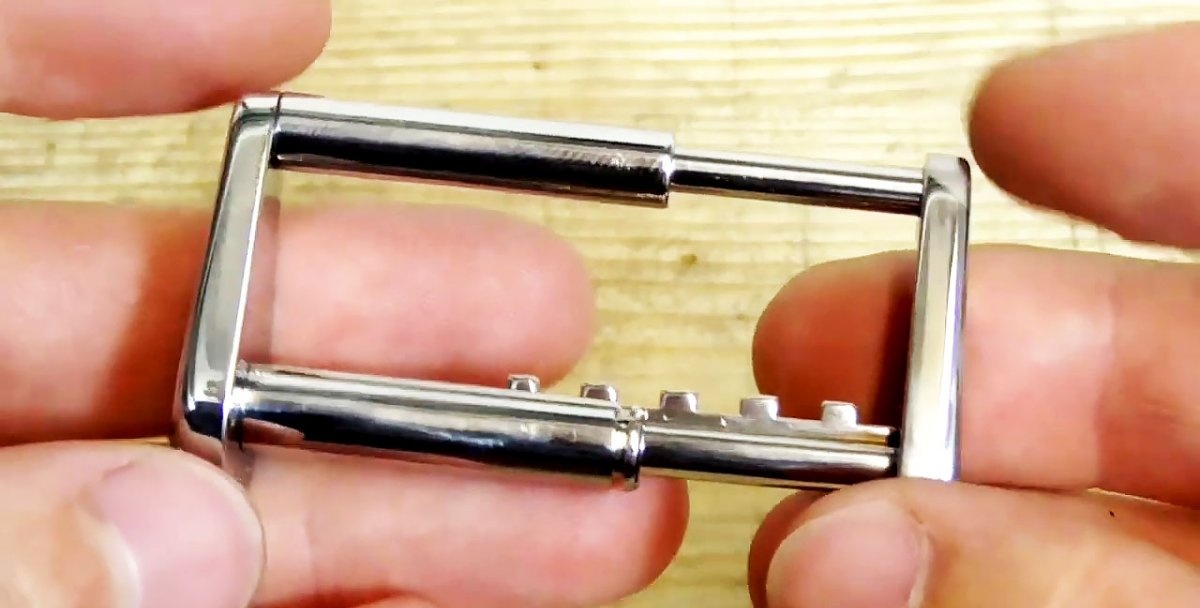
Wsuwamy jeden koniec zatyczki w rowek na końcu pręta za pomocą pęsety, wciskamy zatyczkę na środku, następnie druga krawędź bezpiecznie zakrywa i trzyma wszystko, co się pod nią znajduje.

Pozostaje tylko włożyć drugą stronę zamka szyfrowego z prętami na miejsce i urządzenie jest gotowe do użycia. Ale na razie zamek jest zamknięty, ponieważ ustawiono losową kombinację liczb. Zestaw cyfr kodu zależy od umiejscowienia elementów blokujących na kołach i jest wyłączny dla każdego zamka.













